
- 内梅花机螺丝|内梅花自攻螺丝|内梅花组合螺丝|内梅花紧定螺丝
- sales@jlfastener.com
梅花槽带柱平圆头机螺钉
梅花槽机丝

材质304梅花槽带柱平圆头机螺钉 ISO7380
- 产品描述:梅花槽带柱平圆头机螺钉(常称 “内梅花带柱圆头机丝”)因兼具平圆头的低凸起特性与梅花带柱槽的防松防滑优势,广泛应用于电子设备、精密仪器等对装配精度要求高的场景。其尺寸标准需严格遵循国标(GB/T)与国际标准(ISO),从头部、槽型、螺杆到螺纹的每一项参数,都直接影响装配适配性与连接可靠性,需逐一明确规范。
从头部尺寸来看,平圆头(代号 “P”)的核心参数需符合 GB/T 818.1 或 ISO 7045 标准。头部直径(dₖ)需与螺钉规格匹配,以常见的 M3 规格为例,头部直径标准范围为 5.5-6.0mm,偏差不得超过 ±0.15mm;M4 规格头部直径为 7.0-7.6mm,确保既能覆盖足够承压面积,又不超出设备预留安装空间。头部高度(k)同样有严格限制,M3 规格高度为 1.7-2.0mm,M4 规格为 2.0-2.3mm,过高易导致凸起干涉,过低则可能削弱槽型强度,影响扭矩传递。此外,头部顶面圆弧半径(r)需与直径适配,通常为头部直径的 1/5-1/4,如 M3 螺钉圆弧半径约 1.2mm,保证头部过渡平滑,避免装配时划伤部件。
槽型尺寸是 “梅花带柱” 结构的关键,需遵循 GB/T 2671.1 或 ISO 4757 标准。槽型代号为 “T”(梅花带柱),槽口数量为 6 瓣,中心带圆柱销(防错设计,仅适配带孔梅花扳手)。以 M3 螺钉为例,槽口对边距离(s)标准值为 2.0mm,偏差 ±0.05mm;槽深(t)为 1.0-1.2mm,需确保扳手插入深度足够,避免 “滑批”。中心圆柱销直径(d₁)约 0.5mm,高度与槽深一致,若销径过大或过小,会导致扳手无法适配或防错失效。值得注意的是,槽型尺寸需与头部高度匹配,如 M4 螺钉头部高度 2.0-2.3mm 时,槽深需控制在 1.2-1.4mm,防止槽底穿透头部。
螺杆与螺纹尺寸需符合 GB/T 196(普通螺纹)与 GB/T 3103.1(螺纹公差)标准。螺杆直径(d)即螺钉规格,如 M3、M4,公差等级通常为 6g(外螺纹常用公差),保证与螺母或螺纹孔的配合精度。螺纹长度(lₜ)分全螺纹与部分螺纹:全螺纹螺钉螺纹长度≥螺杆总长度的 90%(如 M3×10 全螺纹螺钉,螺纹长度≥9mm);部分螺纹螺钉螺纹长度需根据规格确定,M3 规格部分螺纹最小长度为 6mm,M4 规格为 8mm,未螺纹段(光杆)直径略小于螺纹大径,减少装配阻力。螺杆总长度(l)标注规则为 “规格 × 总长度”,如 M3×10,总长度指头部顶面至螺杆末端的距离,公差 ±0.2mm(长度≤10mm 时),确保装配时螺钉能完全旋入螺纹孔。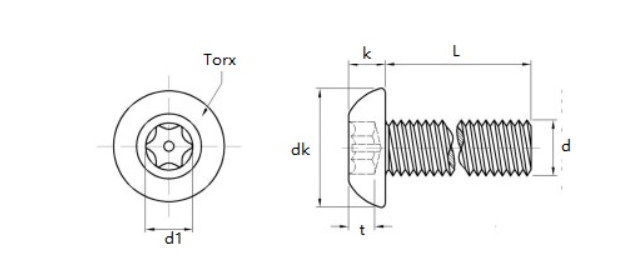
此外,尺寸标注与选型适配需注意细节。完整尺寸标注需包含 “规格 + 槽型 + 头部类型 + 长度 + 标准号”,如 “M4×12-T-P-GB/T 818.1”,明确各参数便于采购与装配。选型时需根据被连接件厚度确定螺钉长度:若被连接件总厚度为 5mm,螺纹孔深度为 8mm,建议选 M4×12 螺钉(螺杆总长度 12mm,旋入螺纹孔 8mm,头部压紧被连接件),避免长度过短导致连接松动,或过长穿透螺纹孔。同时,需根据装配空间确定头部直径,如设备内部预留头部安装空间仅 6mm 时,不可选 M4 螺钉(头部直径 7.0-7.6mm),需换用 M3 螺钉(头部直径 5.5-6.0mm)。
梅花槽带柱平圆头机螺钉的尺寸标准是保障装配精度与连接可靠性的核心,无论是头部、槽型还是螺纹,每一项参数都需严格遵循国标或国际标准。在实际应用中,需结合被连接件特性、装配空间与使用环境,精准匹配尺寸规格,才能充分发挥该类螺钉的防松、防滑与低凸起优势,确保设备长期稳定运行。
- 上一个:316内梅花圆头防盗螺丝ISO7380T
- 下一个:不锈钢圆头内六角松不脱